STATOR & ROTOR ლამინირება სერვო ძრავისთვის

საავტომობილო ლამინირების შესავალი:
Servo Motor არის ყველაზე სწრაფი ზრდა ბოლო წლების განმავლობაში, უმაღლესი პერსპექტივების მომავალი, ინდუსტრიის ერთ - ერთი ცხელი ბაზრის ფოკუსი.
ამ ტიპის სტატორი და როტორი, რომელიც ბეჭედია პროგრესული ჩამოსხმისა და ინტერლოკის დასტის ტექნოლოგიით, რომელიც პირდაპირ ხვდებოდა ჩამოსხმის ფორმას. ჩვეულებრივ, ჩვენ ვიყენებთ Bao Steel, Wu Steel და ა.შ.
ჩვენ გვაქვს სხვადასხვა ტონაჟის საყრდენი აპარატები, რომ შევხვდეთ სხვადასხვა დიამეტრის მოთხოვნილებას, მაგალითად, 80T, 160T, 300T, 400T, 550T, 630T.
ზოგი მაღალი სიგრძის სტატორის ლამინტაციისთვის, ინტერლოკის გარდა, ჩვენ ვიღებთ ბალთებს ან შედუღებას გარე დიამეტრზე, რომ კვლავ გავაძლიეროთ იგი.
ამ პროდუქტების 95% მორგებულია. ტესტირების პერიოდის დასაწყისში, ჩვენ შეგვიძლია მივაწოდოთ საავტომობილო ლამინირების ნიმუშები ლაზერული ჭრის ან მავთულის ჭრის საშუალებით.
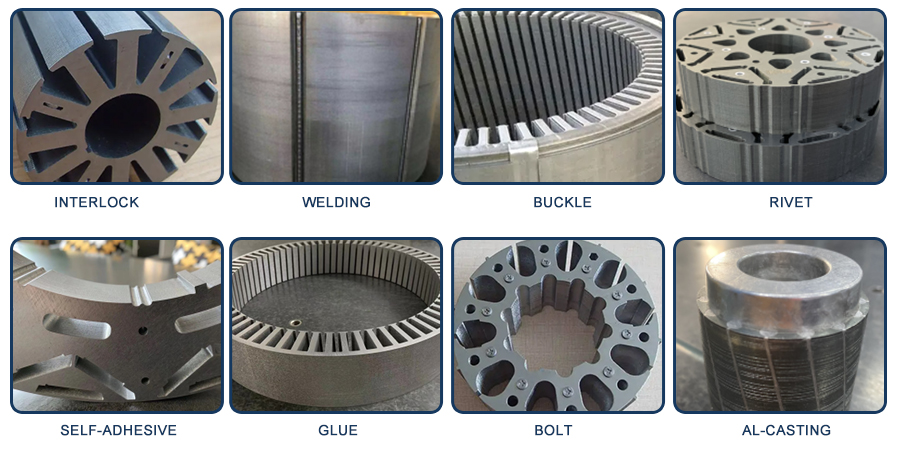
ბეჭდისა და საავტომობილო შესრულების სხვადასხვა მოთხოვნების გამო, ჩვენი სტატორის ლამინირება იყოფა: interlock, შედუღება, ბალთის ზოლები, თვითწებვადი, წებოვანი; როტორის ლამინაცია იყოფა: interlock, rivet, თვითწებვადი, წებოვანი, ჭანჭიკი, მსახიობი ალუმინი.
მაგალითად: პროგრესული ჩამოსხმის მაღალსიჩქარიანი ბეჭდის საავტომობილო ლამინაციები მიიღებს ინტერლოკის მეთოდს, შესაბამისად მართკუთხა და წრიული საკეტის წერტილებით. თუ სტატორის ლამინირების სიგრძე აღემატება ურთიერთკავშირის გაძარცვის ძალას, ჩვენ დამატებით რაოდენობას დავამატებთ გარე დიამეტრს ბალთისა და შედუღების პროცესის გამაგრებით.
უკუჩვენების მასალის წებოვანი ტექნოლოგიის შესახებ:
"სწრაფი სამკურნალო" პროცესი, რომელიც ერთობლივად არის განვითარებული Baosteel- ით, ჩაანაცვლებს შედუღების და მოქცევების ორიგინალურ პროცესს, რამაც შეიძლება შეამციროს NVH და რკინის დაკარგვა ახალი ენერგეტიკული სატრანსპორტო საშუალებების მამოძრავებელი ძრავის და ეფექტურობის გაუმჯობესება; ერთი რკინის ბირთვის სამკურნალო დრო 4-8min- ია, რაც ხასიათდება სწრაფი, დაბალი ღირებულების და მოკლე განვითარების ციკლით.
საავტომობილო ლამინირების გამოყენება სერვო ძრავისთვის:
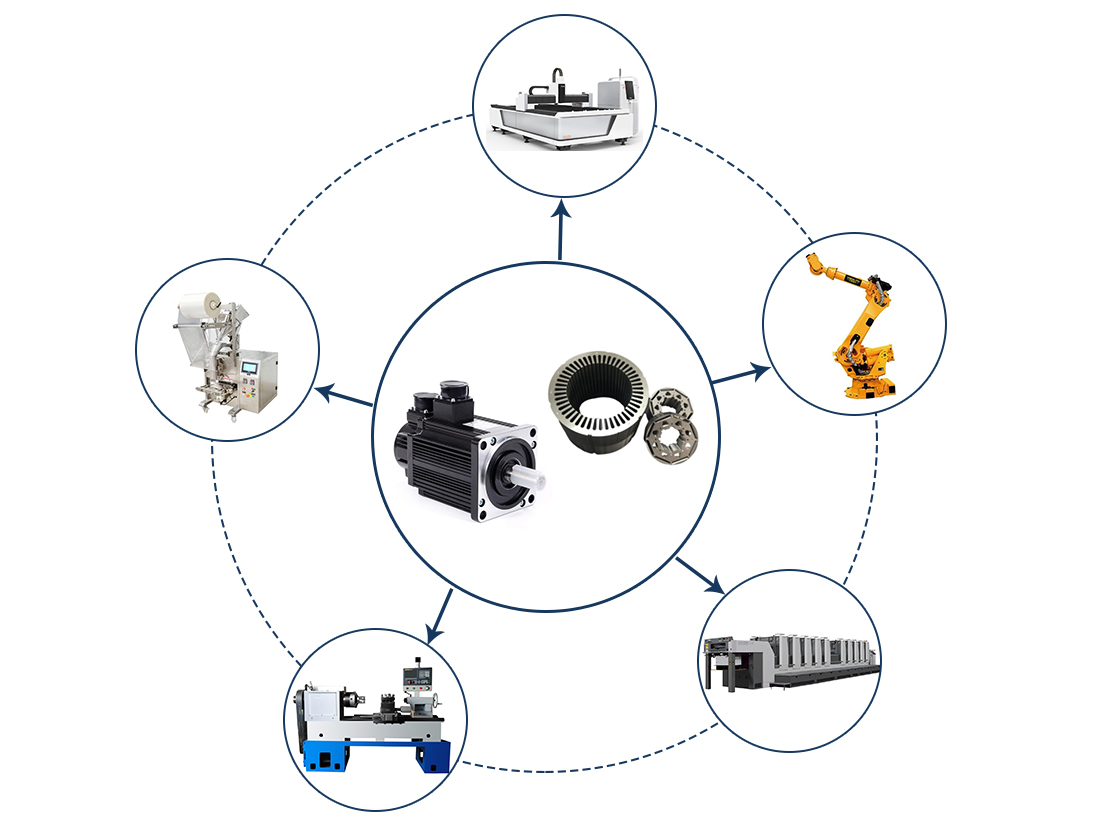
AC სერვო ძრავის გამომავალი სიმძლავრეა 0.1-100W, ხოლო ენერგიის სიხშირეა 50Hz, 400Hz და ა.შ., ის ფართოდ გამოიყენება, მაგალითად, ავტომატური კონტროლი, ავტომატური ჩაწერა და სხვა სისტემები, Punch Press, ბეჭდვის მოწყობილობა, ლაზერული დამუშავების მოწყობილობა, ავტომატური წარმოების ხაზი და სხვა მოწყობილობები, უფრო მაღალი მოთხოვნებით, პროცესის პროგრესირებისა და მუშაობის სანაცვლოდ.
DC Servo Motors შეიძლება გამოყენებულ იქნას Respark აპარატებში, მანიპულატორებში, კონფიდენციალურ აპარატებში და ა.შ.
ამ პროგრამებში, ჩვენი საავტომობილო ლამინაციები მნიშვნელოვან როლს ასრულებს.

წარმოშობის ადგილი: ჯიანგსუ, ჩინეთი
ბრენდის სახელი: OEM & ODM
მასალა: სილიკონის ფოლადის ფურცელი
როტორის დიაპაზონი 10 ~ 120 მმ
პროდუქტის სახელი: Stator & Rotor Core ლამინირება
სერთიფიკატი: ISO9001 、 IATF16949
განაცხადი: სერვო/უხალისობა/ტრანსპორტირება/ჰიდრატი/ლიფტი/ახალი ენერგია
გამოყენება: DC Motor & AC ძრავა
წარმოების ტიპი: ბეჭედი იღუპება
ტექნიკური: მაღალი სიზუსტე
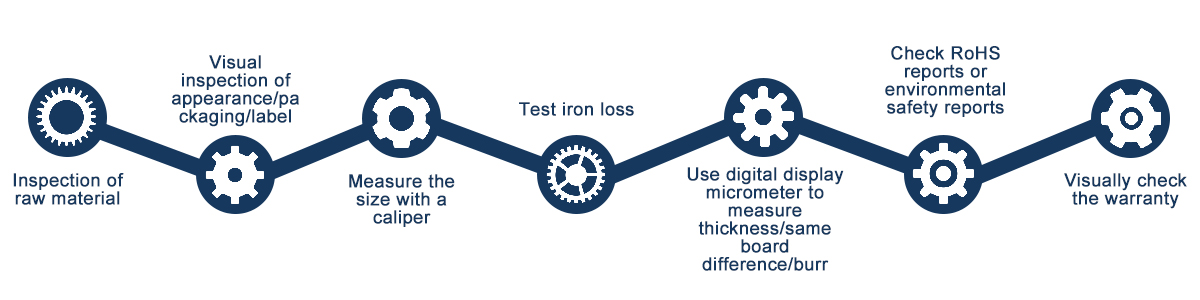
ხარისხი: 100% შემოწმება
მიწოდების უნარი: 250000 ნაჭერი/ცალი თვეში
შეფუთვის დეტალები არა ხისგან



